1管坯不准有环焊缝,允许有纵焊缝,纵焊缝条数应符合下表的规定,且相邻纵焊缝的间距应大于200mm。
管坯纵焊缝条数
公称尺寸 DN |
纵焊缝条数 |
≤250 |
≤1 |
>250~260 |
≤2 |
>600~800 |
≤3 |
2管坯纵焊缝的焊接方法,可采用自动氩弧焊、等离子焊、激光焊或电子束焊;其焊缝表面一般应呈银白色、金黄色,也可呈浅蓝色;管坯纵焊缝的凹陷及余高不应超过壁厚的10%。3波纹管的成形方法,可采用液压成形、聚氨酯成形、旋压成型或机械胀形。
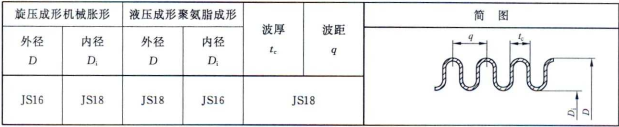
4 波纹管的极限偏差如下图
5 波纹管表面不应有裂纹、尖角折叠、剥层、夹杂、焊渣、氧化皮、锈斑、凹坑缺陷,也不应有深度大于壁厚的压痕或深度大于壁厚下偏差的划痕。对于不大于壁厚下偏差的划痕,应给予修磨。
6软管采用的波纹管允许由多段波纹管串接而成,此时波纹管之间允许有环焊缝。
7网套编织通常采用在波纹管外机器编织,也可采用手工编织或套网。
8波纹管与波纹管、波纹管与接管、波纹管与网套、接管与网套连接环焊缝的焊接方法,可采用氩弧焊、等离子焊或者硬钎焊。
9焊缝同一部位的补焊次数不应超过2次。
更多试验机参考思明特网站。
标签:试验,检测

压力单位的换算关系MPa,kPa,bar,psi
水压与气压的压缩率关系
水压试验与气压试验的区别
|

