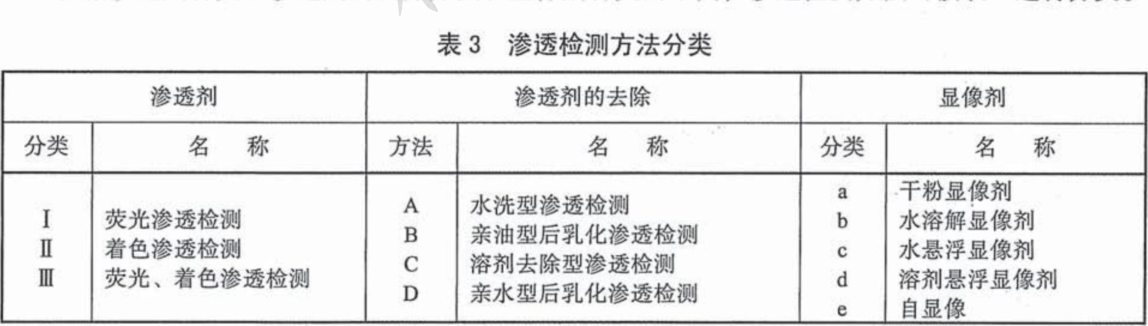
承压设备渗透检测方法
预处理
1表面准备:
a)工件被检表面不得有影响渗透检测的铁锈、氧化皮、焊接飞溅、铁屑、毛刺以及各种防护层;
b)被检工件机加工表面粗糙度Ra≤25μm;被检工件非机加工表面的粗糙度可适当放宽,但不得影响检测结果;
c)局部检测时,准备工作范围应从检测部位四周向外扩展25mm。
2预清洗
检测部位的表面状况在很大程度上影响着渗透检测的检测质量。因此在进行表面清理之后,应进行预清洗,以去除检测表面的污垢。清洗时,可采用溶剂、洗涤剂等进行。清洗范围应不低于要求。铝、镁、钛合金和奥氏体钢制零件经机械加工的表面,如确有需要,可先进行酸洗或
碱洗,然后再进行渗透检测。清洗后,检测面上遗留的溶剂和水分等必须干燥,且应保证在施加渗
透剂前不被污染。
施加渗透剂
1渗透剂施加方法
施加方法应根据工件大小、形状、数量和检测部位来选择。所选方法应保证被检部位完全被渗
透剂覆盖,并在整个渗透时间内保持润湿状态。具体施加方法如下:
a)喷涂:可用静电喷涂装置、喷罐及低压泵等进行;
b)刷涂:可用刷子、棉纱或布等进行;
c)浇涂:将渗透剂直接浇在工件被检面上;
d)浸涂:把整个工件浸泡在渗透剂中。
2渗透时间及温度
在整个检测过程中,渗透检测剂的温度和工件表面温度应该在5℃~50℃的温度范围,在10℃~50℃的温度条件下,渗透剂持续时间一般不应少于10min;在5℃~10℃的温度条件下,渗透剂持续时间一般不应少于20mi或者按照说明书进行操作。当温度条件不能满足上述条件时,应按附录B对操作方法进行鉴定。
乳化处理
1在进行乳化处理前,对被检工件表面所附着的残余渗透剂应尽可能去除。使用亲水型乳化剂时,先用水喷法直接排除大部分多余的渗透剂,再施加乳化剂,待被检工件表面多余的渗透剂充分乳化,然后再用水清洗。使用亲油型乳化剂时,乳化剂不能在工件上搅动,乳化结束后,应立即浸入水中或用水喷洗方法停止乳化,再用水喷洗。
2乳化剂可采用浸渍、浇涂和喷洒(亲水型)等方法施加于工件被检表面,不允许采用刷涂法。
3对过渡的背景可通过补充乳化的办法予以去除,经过补充乳化后仍未达到一个满意的背景时,应将工件按工艺要求重新处理。出现明显的过清洗时要求将工件清洗并重新处理。
4乳化时间取决于乳化剂和渗透剂的性能及被检工件表面粗糙度。一般应按生产厂的使用说明书和试验选取。
去除多余的渗透剂
1在清洗工件被检表面以去除多余的渗透剂时,应注意防止过度去除而使检测质量下降,同时也应注意防止去除不足而造成对缺陷显示识别困难。用荧光渗透剂时,可在紫外灯照射下边观察边去除。
2水洗型和后乳化型渗透剂(乳化后)均可用水去除。冲洗时,水射束与被检面的夹角以30°为宜,水温为10℃~40℃,如无特殊规定,冲洗装置喷嘴处的水压应不超过0.34MPa。在无冲洗装置时,可采用干净不脱毛的抹布蘸水依次擦洗。
干燥处理
1施加干式显像剂、溶剂悬浮显像剂时,检测面应在施加前进行干燥,施加水湿式显像剂(水溶解、水悬浮显像剂)时,检测面应在施加后进行干燥处理。
2采用自显像应在水清洗后进行干燥。
3一般可用热风进行干燥或进行自然干燥。干燥时,被检面的温度应不高于50℃。当采用溶剂去除多余渗透剂时,应在室温下自然干燥。
4千燥时间通常为5min~10min。
施加显像剂
1使用干式显像剂时,须先经干燥处理,再用适当方法将显像剂均匀地喷洒在整个被检表面上,并保持一段时间。多余的显像剂通过轻敲或轻气流清除方式去除。
2使用水湿式显像剂时,在被检面经过清洗处理后,可直接将显像剂喷洒或涂刷到被检面上或将工件浸入到显像剂中,然后再迅速排除多余显像剂,并进行干燥处理。
3使用溶剂悬浮显像剂时,在被检面经干燥处理后,将显像剂喷洒或刷涂到被检面上,然后进行自然干燥或用暖风(30℃~50℃)吹干。
4采用自显像时,显像时间最短10min,最长2h。
5悬浮式显像剂在使用前应充分搅拌均匀。显像剂施加应薄而均匀。
6喷涂显像剂时,喷嘴离被检面距离为300mm~400mm,喷涂方向与被检面夹角为30°~40°。
7
禁止在被检面上倾倒湿式显像剂,以免冲洗掉渗入缺陷内的渗透剂。
8
显像时间取决于显像剂种类、需要检测的缺陷大小以及被检工件温度等,一般应不小于10min,且不大于60min。
观察
1观察显示应在干粉显像剂施加后或者湿式显像剂干燥后开始,在显像时间内连续进行。如显示的大小不发生变化,也可超过上述时间。对于溶剂悬浮显像剂应遵照说明书的要求或试验结果进行操作。当被检工件尺寸较大无法在上述时间内完成检查时,可以采取分段检测的方法;不能进行分段检测时可以适当增加时间,并使用试块进行验证。
2着色渗透检测时,缺陷显示的评定应在可见光下进行,通常工件被检面处可见光照度应大于等于1000x;当现场采用便携式设备检测,由于条件所限无法满足时,可见光照度可以适当降低,但不得低于5001x。
3荧光渗透检测时,缺陷显示的评定应在暗室或暗处进行,暗室或暗处可见光照度应不大于201x,被检工件表面的辐照度应大于等于1000μW/cm,自显像时被检工件表面的辐照度应大于等于3000uW/cm。检测人员进入暗区,至少经过5min的黑暗适应后,才能进行荧光渗透检测。检测人员不能佩戴对检测结果有影响的眼镜或滤光镜。
4辨认细小显示时可用5倍~10倍放大镜进行观察。必要时应重新进行处理、检测。
|

